


































Восемь из десяти досрочных отказов подшипников связаны со смазкой: слишком много, слишком мало, не тот тип, не вовремя. Эта статья даёт конкретные формулы расчёта дозы смазки, критерии выбора смазочного материала и объясняет, как SDT LUBExpert позволяет контролировать смазывание подшипников в реальном времени по акустическому сигналу — без угадывания по календарю.
Смазка подшипников кажется простой процедурой только на первый взгляд. На практике именно ошибки при смазывании часто становятся причиной перегрева, ускоренного износа и преждевременного выхода узла из строя. Ниже разберём, как правильно смазывать подшипники, как выбрать смазку, как рассчитать дозировку и как контролировать результат не по календарю, а по фактическому состоянию узла.
Почему подшипники выходят из строя — и при чём здесь смазка
Большинство техников делают всё «как положено»: шприцуют по расписанию, используют смазку со склада, не пропускают ТО. Проблема не в халатности — проблема в том, что календарное обслуживание физически не может учесть реальное состояние подшипника.
Нагрузка на оборудование меняется. Температура скачет. Загрязнение нестабильно. Когда шприц идёт в ниппель строго «раз в три месяца» — это угадывание, а не обслуживание. Иногда попадает в точку. Чаще нет.
Ниже разберём: что происходит внутри подшипника, как рассчитать дозу смазки, как выбрать её тип — и как узнать в реальном времени, достаточно ли смазки уже введено.
Что делает смазка внутри подшипника
Задача смазки — создать тонкую масляную плёнку между телами качения и дорожками качения. Пока плёнка есть, подшипник работает в штатном режиме. Когда она разрушается, начинается прямой контакт металла с металлом, растёт температура, ускоряется износ и снижается ресурс узла.
Этот режим называют эластогидродинамическим (ЭГД) смазыванием. Он существует только при определённых условиях: достаточная вязкость масла, правильная скорость вращения и допустимая нагрузка. Если параметры выходят за пределы нормы, плёнка истончается или рвётся.
Параметр κ (каппа): как оценить качество смазки
Международный стандарт ISO 281 описывает состояние смазки через вязкостное отношение κ:
κ = ν / ν₁
Где ν — реальная вязкость масла при рабочей температуре, а ν₁ — минимально необходимая вязкость для конкретных условий нагрузки и скорости.
Важно учитывать рабочую температуру.
Класс ISO VG нормируется при 40°C, но внутри работающего подшипника температура обычно выше температуры корпуса на 3–11°C. Например, масло ISO VG 32 при реальных 75°C может иметь вязкость около 10–12 мм²/с, чего для тяжело нагруженных тихоходных узлов может быть недостаточно.
Скорость и тепло: два противоположных врага подшипника
При низких скоростях (n × dm < 10 000) масляная плёнка формируется хуже, поэтому могут потребоваться более вязкие масла или пластичные смазки с твёрдыми компонентами, например с дисульфидом молибдена или графитом.
При высоких скоростях (n × dm > 500 000) ситуация обратная: слишком вязкое масло создаёт избыточное сопротивление, из-за чего подшипник перегревается. В таких условиях чаще используют лёгкие масла и системы масло-воздух.
Дополнительно важно учитывать температурное старение: при росте рабочей температуры срок службы минерального масла резко сокращается. При постоянной работе выше 90–100°C стоит рассматривать синтетические базовые масла, например ПАО, PAG или эфирные составы.
Какую смазку выбрать: практическое руководство
Около 90% промышленных подшипников смазываются пластичными смазками. Они удерживаются в узле без сложных уплотнений и дополнительно защищают подшипник от грязи и влаги.
Типичная смазка состоит из базового масла, загустителя и пакета присадок. Именно загуститель в значительной степени определяет температурную стойкость, водостойкость и стабильность работы смазки в узле.
«Литиевая NLGI 2 — и будет нормально» — это не спецификация, а угадывание.
| Тип смазки | Загуститель | Температурный диапазон | Когда применять |
|---|---|---|---|
| Общего назначения | Литий / минеральное масло | −30...+120°C | Электродвигатели, конвейеры, вентиляторы |
| Высокотемпературная | Полимочевина / минеральное масло | −40...+150°C | Горячие насосы, вентиляторы рядом с печами |
| Низкотемпературная | Литий / ПАО | −50...+110°C | Открытые площадки, высокоскоростные шпиндели |
| Тяжелонагруженная | Сульфонат кальция-комплекс | −20...+150°C | Ударные нагрузки, прокатные станы, контакт с водой |
| Экстремальная температура | ПТФЭ / фторированное масло | −40...+260°C | Печные вагонетки, сушильные камеры |
| Пищевая (NSF H1) | Алюминиевый комплекс | −20...+110°C | Пищевое производство, фармацевтика |
Консистенция по NLGI: класс 2 подходит для большинства применений. NLGI 3 используют для крупных подшипников, вертикальных валов и узлов с сильной вибрацией. NLGI 0–1 применяют при низких температурах или в централизованных системах подачи смазки.
Сколько смазки нужно: формулы и логика
Именно здесь чаще всего совершаются две критические ошибки: переполнение и масляное голодание.
Переполнение приводит к перемешиванию избыточной смазки в зоне трения, росту температуры, разрушению структуры смазки и риску заклинивания узла.
Масляное голодание приводит к истончению плёнки, росту трения и быстрому расходованию ресурса подшипника.
Объём первоначального заполнения (V)
Для подшипников с металлическим сепаратором свободный объём внутри подшипника в см³ можно оценить по формуле:
V = [B × (D² − d²) × π / 4] − [M / (7,8 × 10−3)]
Где:
- B — ширина подшипника, мм;
- D — наружный диаметр, мм;
- d — диаметр отверстия, мм;
- M — масса подшипника, кг.
Результат показывает 100% свободного пространства внутри подшипника. Для перевода в граммы обычно умножают на 0,9 для стандартных смазок или примерно на 2,0 для фторированных ПТФЭ-составов.
Правило заполнения корпуса:
- сам подшипник — 100% свободного объёма;
- корпус при боковой подаче смазки — около 40%;
- корпус при подаче через канавку — около 20%;
- для тихоходных узлов в грязных условиях возможно 70–100% как барьер от загрязнений.
Доза периодического пополнения (Gp)
Для расчёта дозы периодического пополнения производители подшипников часто рекомендуют упрощённые формулы:
- Боковая подача: Gp = 0,005 × D × B
- Через смазочные отверстия: Gp = 0,002 × D × B
- Закрытые подшипники, микродозирование: Gp = 0,0015 × D × B
Здесь результат получается в граммах, если размеры D и B указаны в миллиметрах.
Интервал пополнения и корректирующие коэффициенты
Базовый интервал смазывания зависит от произведения n × dm и типа подшипника. Для роликовых подшипников интервалы обычно короче, чем для шариковых.
| Условие | Поправка к интервалу |
|---|---|
| Температура выше 70°C | Делить на 2 за каждые 15°C превышения |
| Умеренное загрязнение | × 0,5 |
| Сильное загрязнение | × 0,3 |
| Экстремальное загрязнение | × 0,1 |
| Вертикальный вал | × 0,5 |
Как правильно шприцевать подшипник: пошаговая процедура
Сколько граммов выдаёт ваш шприц
Фраза «сделал пять качков» ничего не значит без калибровки. Ручные, пистолетные и пневматические шприцы подают разный объём смазки за одно нажатие. Поэтому шприц нужно откалибровать и использовать реальное значение в граммах на один ход.
- Заправить шприц рабочей смазкой.
- На точных весах выполнить 10 полных равномерных нажатий.
- Разделить массу поданной смазки на 10.
- Нанести на корпус шприца маркировку, например: «1,3 г/ход».
После этого расчётная доза превращается в понятное количество нажатий, а не в магию гаражного уровня.
Пошаговая процедура смазывания
- Очистить ниппель и поверхность вокруг него, чтобы не ввести грязь внутрь узла.
- Открыть дренажную пробку и убедиться, что канал не забит старой смазкой.
- Вводить смазку медленно, с паузами 3–5 секунд между нажатиями.
- При возможности выполнять смазывание на медленно вращающемся оборудовании.
- Оставить дренаж открытым на 10–30 минут и закрыть его только после прекращения выхода смазки и стабилизации температуры.
Как проверить смазку в закрытом подшипнике
Проверить смазку в закрытом подшипнике визуально без разборки нельзя. Именно поэтому попытка ориентироваться только на календарный график часто приводит либо к недосмазу, либо к пересмазу.
На практике состояние смазки в закрытом подшипнике оценивают косвенно по рабочим признакам:
- росту уровня трения и ультразвуковой активности;
- изменению температуры узла;
- изменению шума и вибрации;
- тренду параметров по сравнению с базовым состоянием.
Для такой задачи особенно полезен ультразвуковой контроль, потому что он позволяет выявлять ухудшение состояния смазочной плёнки ещё до выраженного роста вибрации и до явного перегрева.
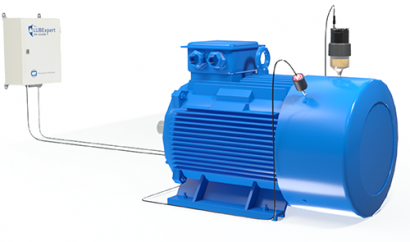
SDT LUBExpert: акустический контроль смазывания подшипников в реальном времени
Расчётные формулы дают хорошую базу, но они не учитывают конкретное состояние узла в текущий момент. Нагрузка, температура, влажность и загрязнение меняются, а формула остаётся прежней.
SDT LUBExpert позволяет контролировать смазывание подшипников в реальном времени по высокочастотному ультразвуковому сигналу. Прибор помогает понять, нужна ли смазка вообще, сколько её добавлять и когда остановиться, чтобы не допустить переполнения.
Почему акустический метод работает
Когда смазочная плёнка истончается, металлические микронеровности дорожек и тел качения начинают взаимодействовать активнее. Это вызывает акустические резонансы в ультразвуковом диапазоне. LUBExpert улавливает этот сигнал через контактный датчик, преобразует его и отображает уровень в децибелах.
Техник получает не предположение, а фактическую обратную связь по состоянию контакта в зоне трения. Это и есть главный смысл условного, а не календарного обслуживания.
Как работает смазывание с LUBExpert
- Подключить датчик LUBExpert к точке смазывания и зафиксировать текущий уровень dB.
- Если прибор показывает необходимость смазывания, ввести несколько качков смазки и сделать паузу.
- Наблюдать изменение уровня dB в реальном времени.
- Продолжать до возврата значения к базовому уровню.
- Если dB перестал снижаться и начал расти, прекратить подачу смазки — это признак переполнения.
Такой подход помогает избежать обеих основных ошибок: недостаточного смазывания и избытка смазки.
Дополнительно прибор сохраняет историю измерений по точкам. Это позволяет отслеживать тренд и видеть, когда подшипник начинает деградировать, а также переходить от жёсткого расписания к обслуживанию по фактическому состоянию.
Итог: правильное смазывание подшипников — это система, а не расписание
Правильное смазывание подшипника — это не «раз в три месяца по два нажатия». Рабочий подход включает несколько обязательных элементов:
- правильно подобранную смазку под условия скорости, температуры и нагрузки;
- рассчитанную дозу, а не объём «на глаз»;
- откалиброванный инструмент, чтобы понимать реальную массу смазки за один ход;
- открытый дренаж во время процедуры, чтобы не повредить уплотнения;
- контроль по фактическому состоянию, а не только по календарному интервалу.
Именно последний пункт делает обслуживание по-настоящему управляемым. Если задача предприятия — сократить расход смазки, снизить риск отказов и уйти от угадывания при ТО, акустический контроль с помощью SDT LUBExpert становится практическим рабочим инструментом.
Подробнее о решениях для мониторинга состояния оборудования и контроле смазывания подшипников можно посмотреть в каталоге компании «Диагност».